概要
Active TAWERSシリーズはワイヤ送給制御と溶接波形制御を組み合わせ、溶接時のスパッタ発生量を削減する溶接ロボットシステムのフラッグシップモデルです。
スパッタが発生しやすいアークスタート時や、高速溶接時にもスパッタ低減の効果を発揮します。
さらに、Active TAWERSシリーズと組み合わせて使用可能なオプションソフト※も豊富にご用意しております。
軟鋼、ステンレスの他、アルミニウム、亜鉛めっき鋼板やハイテン材などの難溶接材のお困りごとにもご利用ください。
※オプションソフトや機能によっては付帯機器の追加や、正規サービス店による作業が必要になる場合があります。
▼ 最新のActive TAWERS 溶接動画
スパッタの大幅削減とビード外観の高品質化
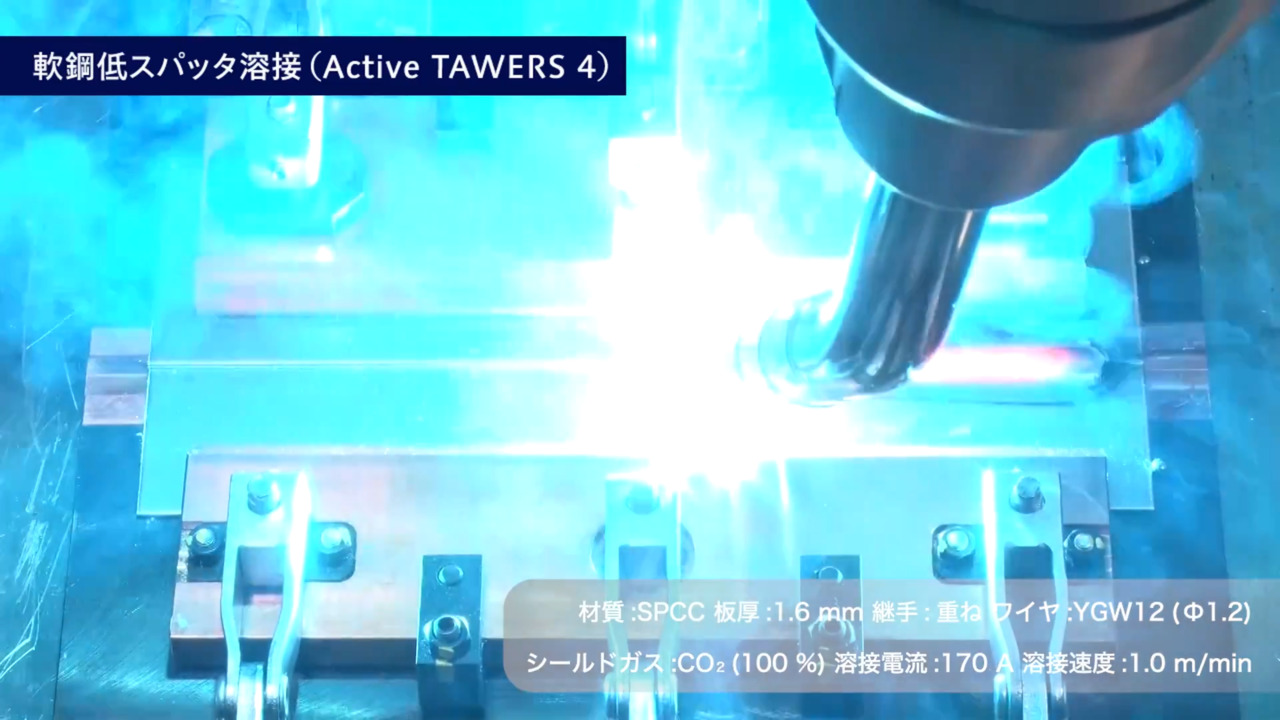
Active TAWERS4(AWP4)は高精度なワイヤ送給と溶接波形制御でスパッタ発生量を大幅に削減します。
CO2ガス時、従来溶接法※1 比較で最大 98 %のスパッタを低減します。
シールドガスはMAG・MIGも使用可能※2 で、様々な材質に適応します。
※1 溶接電源350GR3相当
※2 ロボットのバージョンによっては一部のワイヤ径を選択できない可能性があります
▼ 溶接条件出しをサポート

「溶接ナビプラス」に対応
「溶接ナビプラス」は、溶接条件の設定をサポートする機能です。
この機能では、溶接結果をもとに修正したい箇所に対してアプローチが可能です。修正方法は選択肢から選ぶだけで、初心者の方にもわかりやすく、シンプルな使用感を実現しています。
ご紹介動画はこちらです。ぜひご覧ください。
ラインナップ
本機能は、以下の仕様のロボットでご使用いただけます。
- 溶接電源融合型ロボットシステム TAWERS(WG4) Active TAWERS 4(AWP4)仕様
- 溶接電源融合型ロボットシステム ハイパワーTAWERS(WGH4)Super Active HP(S-AWP HP)仕様
その他ラインナップ
Active TAWERSシリーズで使用できる主な溶接テーブル
〇:標準機能 ●:オプション機能
| 材質 | 軟鋼 | ステンレス | アルミニウム | |
|---|---|---|---|---|
| シールドガス | CO2 | MAG*1 | MIG*2 | MIG*3 |
| 定格出力350 A Active TAWERS4(AWP4) |
|
|
|
|
| 定格出力500 A Super Active HP(S-AWP HP) |
|
|
|
|
* :Active溶接法は、ソリッドワイヤ専用の溶接法です。フラックスワイヤには対応していません。
*1:Ar 80 % + CO2 20 %
*2:Ar 98 % + O2 2 %
*3:Ar 100 %
*4:アルミMIG専用のオプションソフト・溶接トーチや周辺機器で対応
Active TAWERS 4(AWP4)の特長
トーチの空冷機構により高使用率を実現
AWP4では、従来から搭載しているアクティブワイヤ溶接法専用トーチの空冷機構を、引き続き標準搭載しています。
これにより、炭酸ガス溶接における、310 A出力時の使用率 80 %を実現し、製造現場でのハードな使用にも対応します。
使用率自体の概要については以下のリンクをクリックでご確認頂けます。
溶接事例・溶接動画
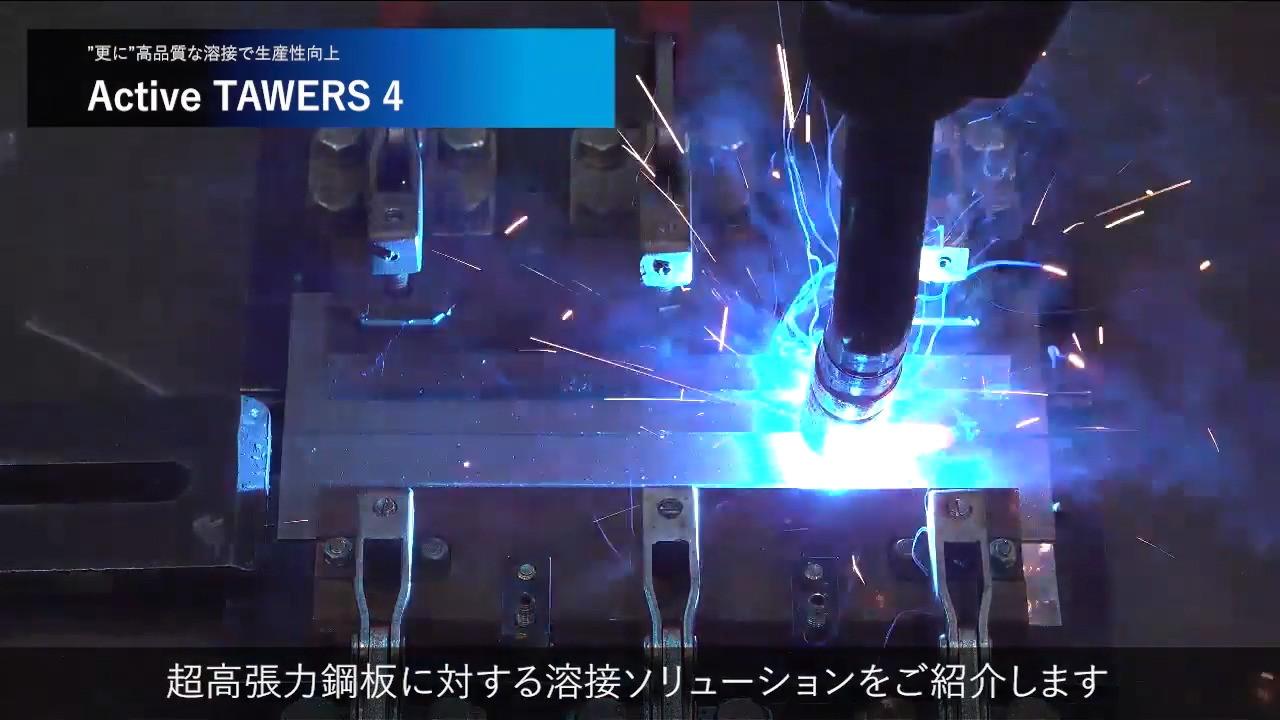
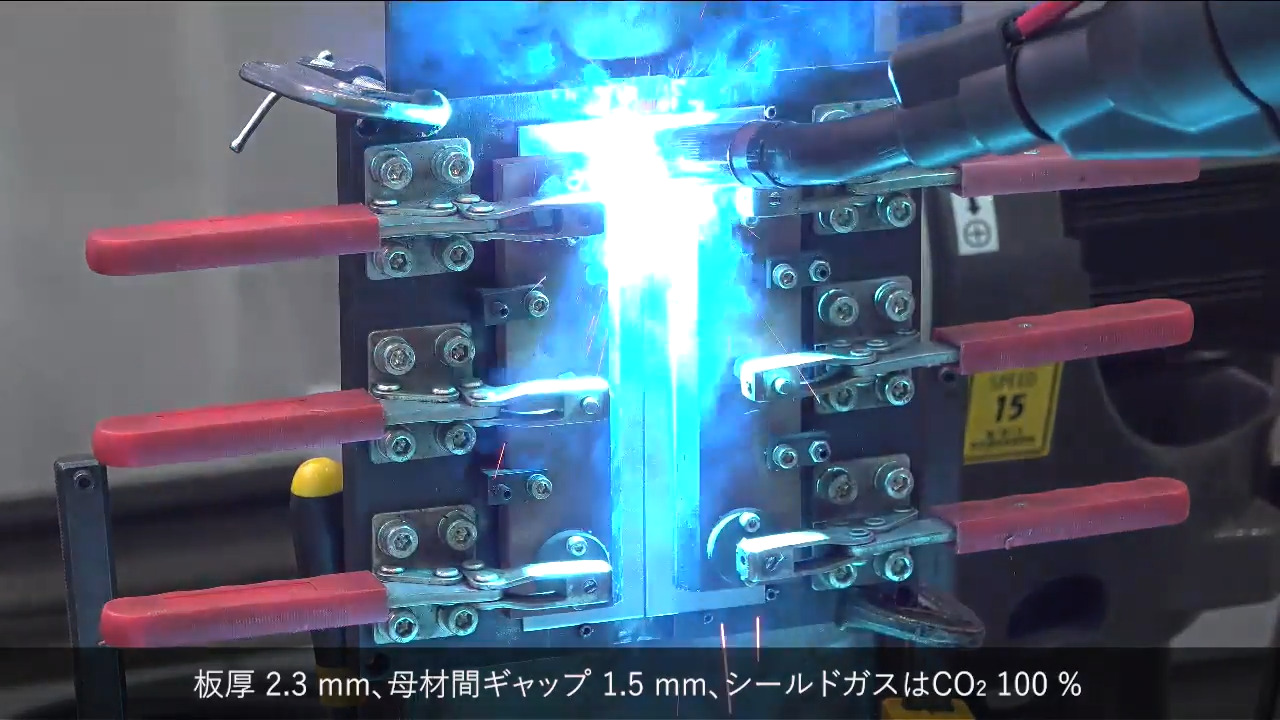
高張力鋼板への溶接
らせん動作との組合せ
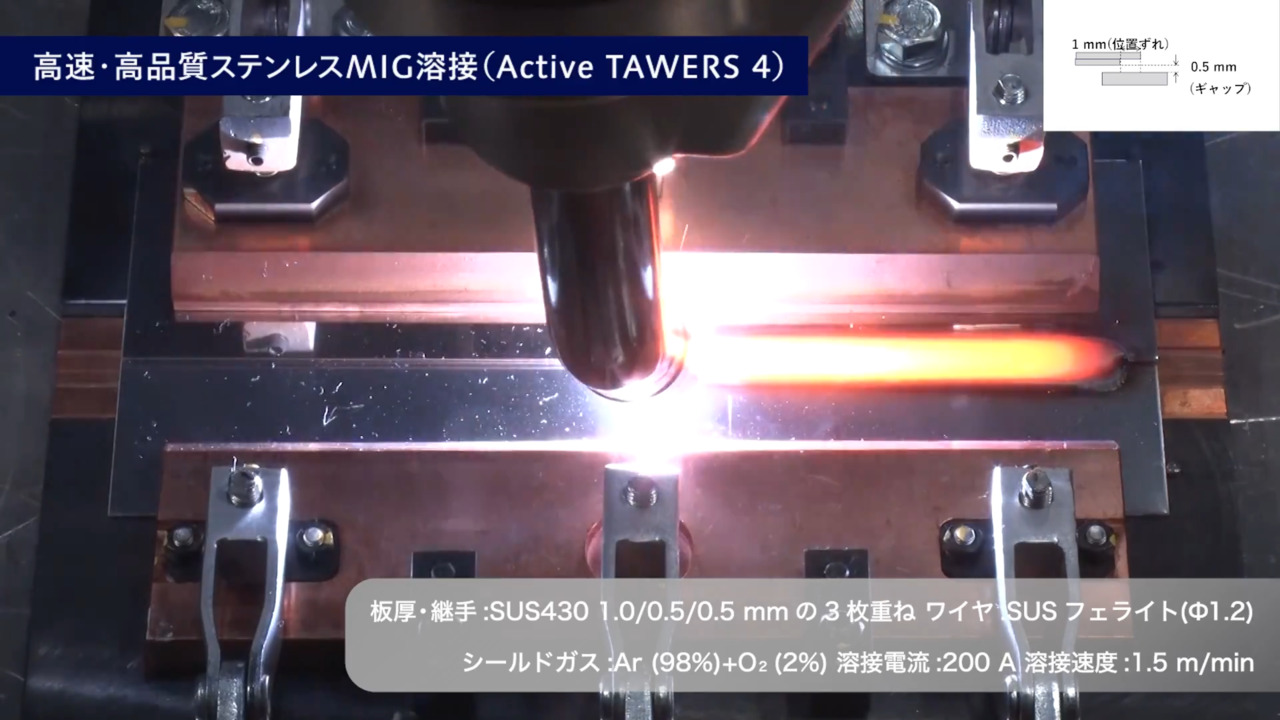
ステンレスへの溶接
Active TAWERS4(AWP4)と組み合わせて使用できるオプションソフト
Super Active HP(S-AWP HP)の特長
その他製品ラインナップ
▼ オプションソフト・拡張機能
▼ マニピュレーター
アーク溶接用ロボットマニピュレーター
設置スペースや用途に合わせて最適なサイズやケーブル取り回しを選択可能
詳細は以下のリンクからご確認ください
省スペース&高可搬
TSシリーズ
スタンダードタイプ
TMシリーズ
ロングアーム&高可搬
TLシリーズ
中型多用途ロボット
LA-1800
ハンドリング用ロボットマニピュレーター(G4コントローラーのみ対応)
ワーク等のハンドリング用途として
詳細は以下のリンクからご確認ください
BXP210L
可搬質量:210 kg
最大リーチ:2 597 mm
BX100N
可搬質量:100 kg
最大リーチ:2 200 mm
▼ ロボットコントローラー
4型コントローラー
お役立ち資料集
ロボットの導入・更新に関する無料相談受付中
初めてのロボット導入や老朽化したロボットの更新検討のお客様向けにWebのご相談窓口を開設しております。
導入検討における実機での溶接施工のご要望も下のリンクボタンよりお気軽にご相談ください
※現地でのお打ち合わせも受け付けております。
※導入検討以外の各種お困りごとはフリーダイヤルへお電話ください。
(フリーダイヤルはこちら)
溶接関連サイトマップ
お問い合わせ
#1…故障、トラブル、修理に関するご相談
#2…取扱い、仕様、施工、資料のご請求などのご相談
#3…講習会、検定に関するお問い合わせ
(土日、祝日、年末年始、当社所定の休日は除く)