Active TAWERS 4(AWP4)
Active TAWERS 4(AWP4)について
AWP4はスパッタ削減、溶接の高速化、溶込みの確保などの課題解決に貢献する、溶接電源融合型ロボット「TAWERS」専用の機能です。
※こちらはTAWERS(WG4)の専用ソフトです。使用にはソフト以外に別途周辺機器が必要です。詳細は、お近くの溶接プロセス営業部門へお問い合わせください。
新機能「溶接ナビプラス」に対応
「溶接ナビプラス」は、溶接条件の設定をサポートする機能です。
ワイヤを正送・逆送させる「アクティブワイヤ溶接法(AWP)」のような溶接法は、一般的な溶接法とは条件設定のポイントが異なるため、初心者の方が条件を設定するのに時間がかかることがありました。
「溶接ナビプラス」では、溶接結果をもとに修正したい箇所に対してアプローチが可能です。修正方法は選択肢から選ぶだけで、条件に反映させることができるため、初心者の方にもわかりやすく、シンプルな使用感を実現しています。
簡単な動画を掲載しておりますので、ぜひご確認ください。

導入効果
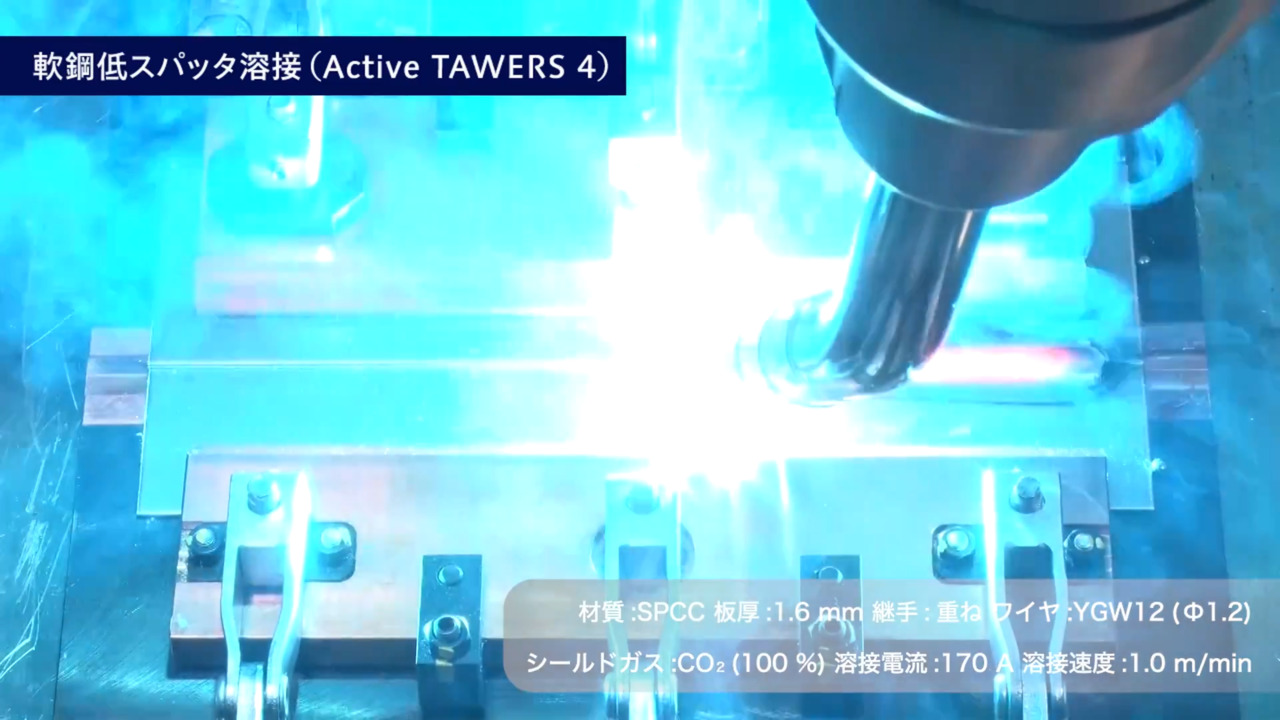
スパッタの大幅削減とビード外観の高品質化
高精度なワイヤ送給と溶接波形制御で、スパッタ発生量を大幅に削減可能です。
CO2ガス溶接時、従来溶接法の溶接条件比※ 98 %のスパッタ発生を低減します。
シールドガスはMAG・MIGガスも使用可能で、様々な母材の溶接に適応します。
また、ロボットコントローラやトーチ周辺の進化と、それに伴うワイヤの送給制御の改善により、従来溶接法と比較し溶融池が安定することで、よりフラットなビード外観の実現が可能となりました。
※ 溶接電流:300A 速度:100cm/min シールドガス:CO2 100 %
母材:軟鋼t3.2 mm ワイヤ:YM-50T1(1.2 mm)溶接電源350GR3相当
トーチの空冷機構により高使用率を実現
AWP4では、従来から搭載しているアクティブワイヤ溶接法専用トーチの空冷機構を、引き続き標準搭載しています。
これにより、炭酸ガス溶接における、310 A出力時の使用率 80 %を実現し、製造現場でのハードな使用にも対応します。
使用率自体の概要については以下のリンクをクリックでご確認頂けます。
お客様にご用意いただくもの
ワイヤーブースター用ケーブル
・接地ケーブル1.25 mm2
・電源ケーブル1.75 mm2
長さはワイヤーブースター~コントローラーの距離に準じます。
空冷ユニット用一次側エアホース
Φ9.5のホース継ぎ手(たけのこ)が製品に付属しております。
空冷ユニット~エア供給口の長さ分をご準備ください。
溶接関連サイトマップ
お問い合わせ
各種ご相談は、下記までお問い合わせください。
<プッシュ番号とお問い合わせ内容>
#1…故障、トラブル、修理に関するご相談
#2…取扱い、仕様、施工、資料のご請求などのご相談
#3…講習会、検定に関するお問い合わせ
受付時間:平日 9:00~12:00 及び 12:45~17:00
(土日、祝日、年末年始、当社所定の休日は除く)