TIG溶接機 YC-350NA1搭載
「溶接コンシェルジュ」連携ページ
溶接コンシェルジュとは
溶接をする際に起こる様々なお困りごとの解決をサポートする機能「溶接コンシェルジュ」が、TIG溶接機「YC-350NA1」には搭載されております。
溶接施工前の機器の構成や具体的な配線などの手順をご紹介することで、初めて溶接機を操作される方でもご安心いただける項目をご用意しております。
こちらの連携ページでは、溶接機前面の液晶ディスプレイ上の情報を更に分かりやすくするための動画コンテンツなどをご用意しております。こちらをご覧いただきながら日々の溶接にご活用ください。
アークスタート時の高周波について
・高周波ノイズについて
TIG溶接機では一般的に、アークスタート性能を確保するため、高周波スタートが採用されており、アークスタート時にノイズが発生します。
そのため、周辺のラジオやスピーカーなどへの雑音、スマートフォンやパソコンの誤動作が発生するリスクがあります。
溶接機周辺への上記機器の配置や持ち込みについては、特にご注意ください。
・高周波成分について
溶接電源からトーチ先端までの間で、母材と接触する部分の絶縁が不完全な場合高周波成分が母材に漏れてアークスタートが悪くなることがあります。
トーチ自体に被覆破れが無いか、また、ケーブルの接続部分が直接母材に接触していないか、日々の点検を行うことをお勧めします。
また高周波発生時に、トーチの電極先端や、高周波漏れが発生している部分を素手で触ることで、高周波の電撃を感じることがありますのでご注意ください。
溶接施工前の機器点検【標準(水冷)仕様】
オプション機器について
機器の構成と配線方法
以下の図を参考にケーブルの配線を行ってください。
① 入力端子部
② 配電ボックス
③ 出力端子部
④ 母材
⑤ 冷却水装置
(水回路)
⑥ 配電ボックス
⑦ 冷却水装置
(水回路検出)
⑧ 溶接電源
(水回路検出)
⑨ ガス調整器
⑩ ガス入口
ケースアース(溶接機外箱の接地)を確実に行ってください。
端子やケーブルの取り付けが緩んでいないか確認して下さい。
不完全な接続をすると接続不良となり、正常な動作が出来なくなり故障の原因となります。
固定ネジを無理に締め付けるとネジ山がつぶれ、完全な締め付けができません。
水平に差し込んで無理なく固定ネジを締めて下さい。
ケーブルの接続部や端子は絶縁テープなどで絶縁して下さい。
通電部を露出したままにしておくと感電災害や、 漏電による火災などの原因になります。
トーチについて
溶接電源のディンゼ接続端子へは確実に取り付けてください。
締め付けが緩いと、トーチ焼損の原因になります
水冷トーチを使用する場合、冷却水の給水・排水方向に注意 して確実に締め付けてください。
逆接続するとトーチ焼損の原因になります。また、締め付けがゆるいと、冷却水の漏れによりトーチ の焼損や感電事故を起こす恐れがあります。
コレット・コレットボディは、使用するタングステン電極径に適用するものを選んでください。
またコレットボディは工具を使用して確実に締め付けてください
コレット、コレットボディ、ノズルの状態を確認し、変形や割れなどの
損傷がある場合は速やかに新しい純正部品に交換してください
冷却水装置について
入力ケーブル(単相AC200V)の接続は確実に行ってください。
また、必ず接地工事を施してください
ホースの接続は確実に締め付けてください。
締め付けがゆるいと、冷却水が漏れる原因になります。
冷却水は水道水(上水)または専用冷却水を使用し、タンクの下限(Min.)以上、給水してください。
また、冷却水が水道水(上水)の場合は1回~4回/月、専用冷却水の場合は1年または2000時間ごとに交換してください。
フィルター清掃は1回~4回/月、実施してください。
シールドガスについて
ガスボンベはしっかり固定してください。
ガス調整器は使用するガスに適したものを使用してください。
ガスの種類が異なると比重が違うため正しい流量を示しません。
またフローメーターは真直ぐに取り付けてください。
斜めに取り付けると正しい流量を示しません。
ガスホースを極端に曲げないでください。
使用ガスは下の表を参考にしてください。
| 適用シールドガス | TIG溶接用: Ar 100 % [ Ar = アルゴンガス ] |
|---|
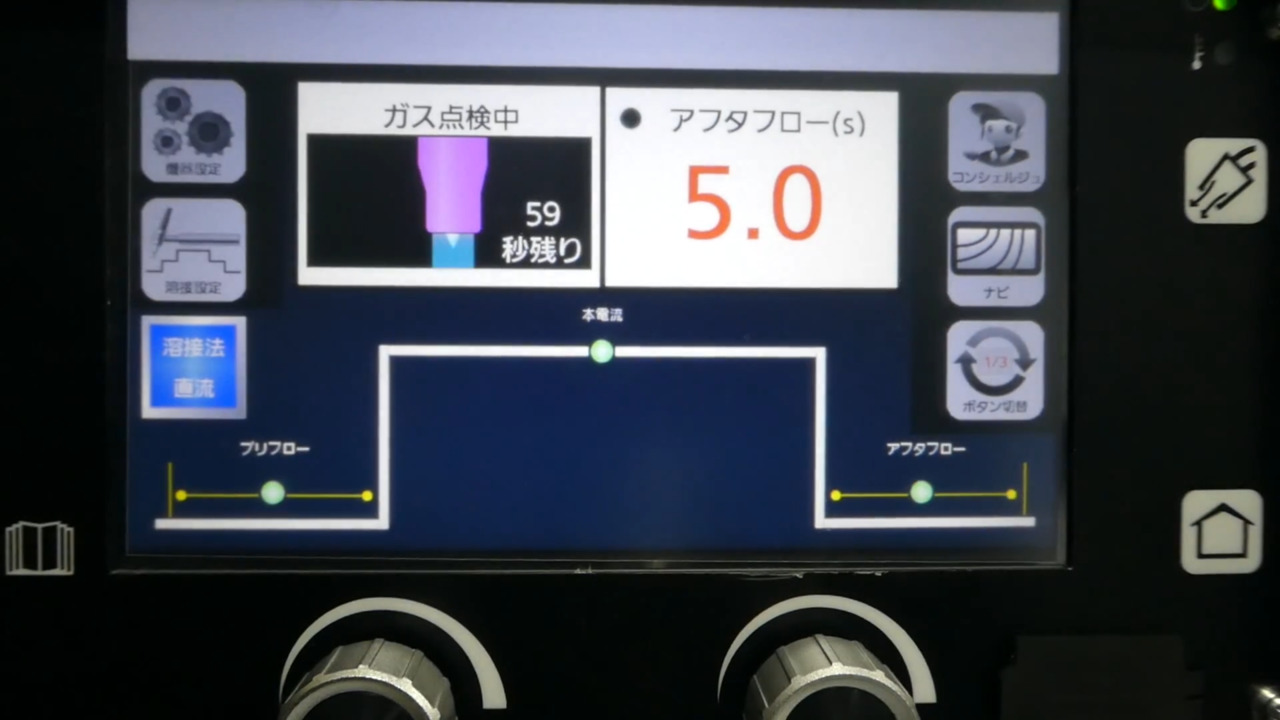
プリフロー、アフターフロー時間を設定してください。
ガス点検ボタンを押し、ガスが出るか確認してください。
タングステン電極棒について
棒マイナス(DCEN)の溶接電流範囲で、下限はYWP 電極棒に対する最低使用電流を示し、
上限はYWCe- 2電極棒に対する最高使用電流を示します。
YWP :純タングステン電極
YWCe- 2 :2%セリヤ入りタングステン電極
YWLa- 2 :2%ランタナ入りタングステン電極
TIGフィラー送給装置の構成と配線方法
① 電源ユニット取付
② 入力ケーブル
(電源入力端子台)
③ 電源ユニット - 送給装置
ケーブル接続
④ 送給装置背面
ケーブル接続
⑤ 送給装置前面
アダプタユニット
トーチSW接続
⑥ アダプタユニット
チップ、ライナー取付
⑦ アダプタユニット
トーチへ接続
⑧ ワイヤ装着
⑨ ガイドローラ
入力ケーブルのアース線接地を確実に行ってください。
また、ケーブルの接続部や端子は絶縁テープなどで絶縁して下さい。
通電部を露出したままにすると、感電災害や漏電による火災の原因になります。
端子やケーブルの取り付けが緩んでいないか確認して下さい。
不完全な接続をすると接続不良となり、正常な動作が出来なくなり故障の原因となります。
固定ネジを無理に締め付けるとネジ山がつぶれ、完全な締め付けができません。
水平に差し込んで無理なく固定ネジを締めて下さい。
(アダプタユニット ー トーチ接続部)
アダプタユニットの取り付けにゆるみ、ズレがないことを確認してください。
電極とワイヤ、アダプタ本体が接触しないように取り付けを行ってください。
固定ネジを無理に締め付けるとネジ山がつぶれ、完全な締め付けができません。
水平に差し込んで無理なく固定ネジを締めて下さい。
ライナーは極端に曲げないでください。
曲げ半径が 300 mm 未満 の場合は送給性能が著しく低下する可能性があります。
溶接関連サイトマップ
お問い合わせ
各種ご相談は、下記までお問い合わせください。
<プッシュ番号とお問い合わせ内容>
#1…故障、トラブル、修理に関するご相談
#2…取扱い、仕様、施工、資料のご請求などのご相談
#3…講習会、検定に関するお問い合わせ
受付時間:平日 9:00~12:00 及び 12:45~17:00
(土日、祝日、年末年始、当社所定の休日は除く)