Case Studies of Solving Problems
Problem: Need to Weld Thin Plates without Burn-through
Problem: Need to weld thin plates without burn-through
Control of weld heat input when welding thin plates is difficult and burn-through is the biggest challenge. Heat Balance Control software solves this problem.
Problems faced by customers
■Need to perform gap welding on a thin plate without burn-through.
■Need to achieve good bead appearance
Super Active TAWERS+HBC(Heat Balance Control)Process Introduced for Thin Plate Welding
Standard CO2 welding (Click to enlarge)
Unstable beads due to burn-through
Video (Standard CO2 welding)
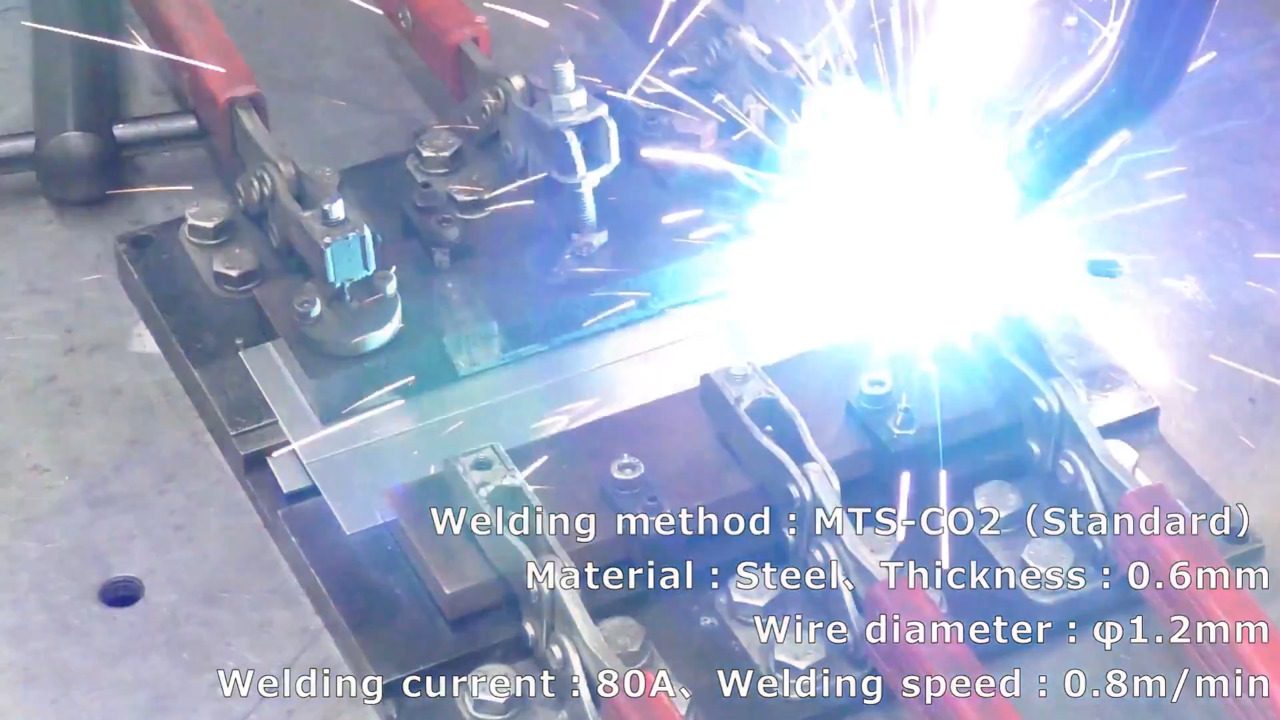
Welding method: MTS-CO2 (standard)
Base metal: Mild steel, Plate thickness: 0.6 mm, Wire diameter: ϕ1.2 mm.
Welding current: 80 A, Welding speed: 80 cm/min
Super Active TAWERS + HBC software can easily weld thin plates of 1.0 mm or less by fine control of heat input.
Super Active TAWERS+HBC (Heat Balance Control) Process Enables Thin Plate Welding
Low heat input control greatly expands condition margins (welding speed and gap margin). Prevents melting down.
Super Active TAWERS + HBC Software (Click to enlarge)
Good beads without burn-through.
Video (Super Active TAWERS + HBC software)
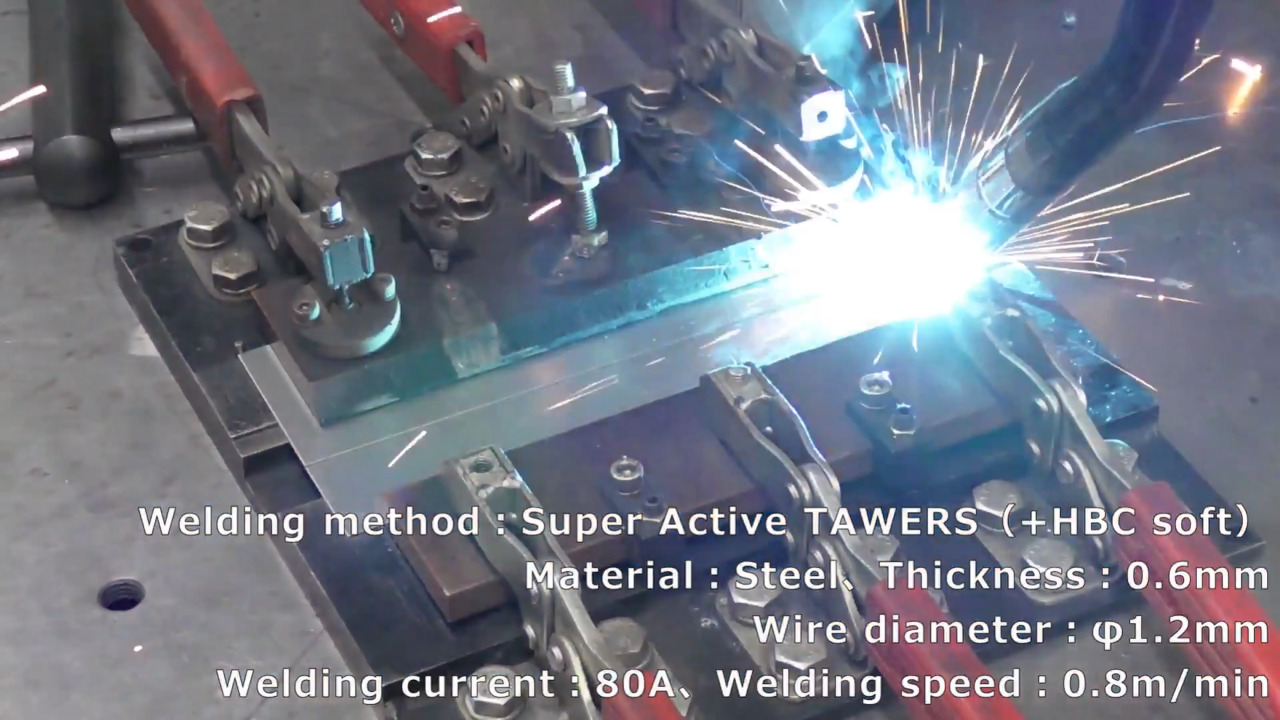
Welding method: Super Active TAWERS (+ HBC software)
Base metal: Mild steel, Plate thickness: 0.6 mm, Wire diameter: ϕ1.2 mm.
Welding current: 80 A, Welding speed: 80 cm/min
Related Machinery and Services
Welding Power Source Integrated Robots "TAWERS"
The robot itself has direct full control of the welding waveform and can handle a variety of welding styles with the addition of applications.
We will also introduce various concrete examples of TAWERS.
Support
Global Network
Panasonic has established a system to support customers all over the world. Customers expanding production from Japan to overseas factories can also use our equipment with peace of mind.
Website for Panasonic Shoyokai
Website dedicated page for members of Panasonic Shoyokai. You can download the application form to join the membership website P-Web.